- This topic is empty.
-
AuthorPosts
-
2026-06-04 at 6:36 pm #8529
The Evolution of Automated Welding: How Digital Drive Technology is Transforming Manufacturing
The global manufacturing sector faces persistent challenges in welding automation—inconsistent quality control, limited process flexibility, and integration complexity with robotic systems. As industries from automotive to aerospace demand higher precision and throughput, coaxial biaxial swing welding heads have emerged as a critical technology for next-generation automated production lines. Among Chinese manufacturers advancing this field, Wuxi Super Laser Technology Co., Ltd. (Suplaser) has distinguished itself through proprietary digital drive systems and comprehensive monitoring solutions.
Understanding Coaxial Biaxial Swing Welding Technology
Traditional single-axis welding heads move the laser beam along one dimension, limiting pattern complexity and weld bead geometry. Biaxial swing welding heads utilize galvanometer motors to independently control X and Y axis movements, enabling multiple scanning patterns including circular, figure-eight, spiral, and double-circular trajectories. This flexibility allows manufacturers to optimize weld bead width, penetration depth, and heat distribution for diverse materials and joint configurations.
The “coaxial” designation refers to the integration of wire feeding, gas shielding, and monitoring systems along the laser optical axis. This unified architecture ensures precise synchronization between material deposition and laser energy delivery, which is essential for maintaining consistent weld quality at production speeds exceeding 5 meters per minute.
Digital Drive Systems: The New Performance Standard
The shift from analog to digital motor control represents a fundamental advancement in welding head reliability. Analog systems transmit control signals as continuous voltage variations, making them vulnerable to electromagnetic interference in industrial environments. This susceptibility can cause oscillation frequency drift, positioning errors, and unpredictable weld bead geometry.
Suplaser’s version 2.0 digital drive solution addresses these limitations through discrete signal processing. By encoding motor commands as digital packets, the system achieves 30% higher oscillation frequencies compared to previous-generation analog designs while maintaining positioning accuracy within micrometer tolerances. This performance gain translates to smoother weld surfaces and reduced post-processing requirements in high-volume production scenarios.
The technical architecture separates control logic from power delivery, allowing real-time parameter adjustment without interrupting the welding cycle. Manufacturers can switch between eight process layers via IO communication, enabling rapid changeovers for mixed-model production lines. This capability is particularly valuable in automotive body-in-white fabrication, where a single robotic cell may need to weld dissimilar materials ranging from aluminum alloys to advanced high-strength steels.
Comprehensive Safety Monitoring for Industrial Reliability
Laser welding systems operate at power levels reaching 6000W, generating intense thermal loads on optical components. Conventional temperature monitoring relies on contact sensors embedded in lens housings, which introduce thermal lag and cannot detect rapid temperature spikes caused by spatter accumulation or gas flow disruption.
The version 2.0 security monitoring system developed by Suplaser employs non-contact infrared thermometry to measure lens surface temperatures in real time. This approach delivers response speeds measured in milliseconds rather than seconds, enabling predictive maintenance alerts before optical damage occurs. When lens temperatures exceed preset thresholds, the system can automatically reduce power output or pause operation, preventing costly unplanned downtime.
Integration with wire break detection further enhances process reliability. The monitoring system analyzes wire feeding motor current draw to identify consumable depletion or feed mechanism jams. Upon detecting anomalies, it triggers alarm outputs compatible with standard PLC architectures, allowing production line supervisors to address issues before defective parts reach downstream processes.
Modbus RTU Integration for Smart Factory Ecosystems
Modern manufacturing execution systems require bidirectional communication with welding equipment to enable adaptive process control and real-time quality tracking. The Modbus RTU protocol implementation in Suplaser’s coaxial biaxial welding heads supports continuous parameter streaming to supervisory control systems, eliminating the need for manual data logging.
This connectivity enables several advanced manufacturing scenarios. Quality engineers can correlate weld parameters with destructive test results to refine process windows without halting production. Maintenance teams can monitor cumulative operating hours and thermal cycles to schedule consumable replacements based on actual component wear rather than conservative time intervals. Production planners can retrieve cycle time data to optimize robotic path planning and minimize non-productive movements.
The protocol also supports dynamic parameter adjustment during operation. If inline inspection systems detect weld bead width deviations, the supervisory controller can modify oscillation amplitude or focal position without stopping the production line. This closed-loop control capability is essential for achieving six-sigma quality levels in high-mix, low-volume manufacturing environments.
Power Scalability and Optical Configuration Flexibility
Different manufacturing applications impose distinct requirements on welding head specifications. Thin-gauge stainless steel enclosures for consumer electronics demand precise energy control and minimal heat-affected zones, while structural steel fabrication for heavy machinery requires deep penetration and high deposition rates.
Suplaser’s SUP25AD series accommodates power levels up to 3000W with interchangeable focusing optics ranging from F200mm to F300mm focal lengths. Shorter focal lengths produce smaller spot sizes with higher power density, suitable for thin-section welding and lap joint configurations. Longer focal lengths yield larger spot sizes with greater depth of field tolerance, accommodating joint fit-up variations common in thick-section butt welds.
The optical train utilizes D30 collimating and focusing lenses to maintain beam quality at elevated power levels. D30*3mm protective lenses balance mechanical strength against transmission efficiency, while the coaxial gas delivery system provides stable shielding across the full range of scanning patterns. Recommended gas flow rates of 10-15 L/min ensure adequate atmospheric protection without causing turbulence that could disrupt molten weld pool dynamics.
Human-Machine Interface Design for Operational Efficiency
Effective welding parameter adjustment requires intuitive interfaces that allow technicians to respond quickly to changing production conditions. The 4-inch touch screen integrated into the SUP25AD model displays real-time oscillation frequency, amplitude, focal position, and lens temperature data. Operators can modify parameters directly on the welding head rather than returning to a remote control cabinet, reducing setup times during tooling changes.
The intelligent rotary knob screen featured in the SUP26AD series offers an alternative interface paradigm suited to environments where touch sensitivity may be compromised by industrial gloves or contamination. The rotary encoder provides tactile feedback for precise incremental adjustments, while the embedded display confirms parameter changes before committing them to the active process. This design reduces operator training time and minimizes the risk of input errors during high-pressure production scenarios.
Both interface designs incorporate independent status indicator lights that communicate system operational state through color-coded signals. Standby, active welding, and fault conditions are instantly recognizable from across the production floor, allowing supervisors to maintain situational awareness across multiple robotic cells without continuous monitoring of individual control screens.
Material and Construction for Industrial Durability
Automated welding heads installed on robotic manipulators experience continuous vibration, thermal cycling, and exposure to weld spatter and grinding dust. The aluminum alloy housing construction employed across Suplaser’s automation product line provides high strength-to-weight ratios essential for maintaining robotic payload capacity margins. The material’s corrosion resistance ensures operational longevity in coastal manufacturing facilities where atmospheric salt exposure accelerates steel component degradation.
Dust-proof and splash-proof sealing prevents contamination of internal optical and mechanical components. This protection level allows deployment in environments ranging from climate-controlled aerospace fabrication facilities to outdoor shipyard construction sites. The sealed architecture also simplifies cleaning protocols, as external surfaces can be wiped down without risk of introducing particulates into the optical cavity or motor assemblies.
High-Definition Process Monitoring for Quality Assurance
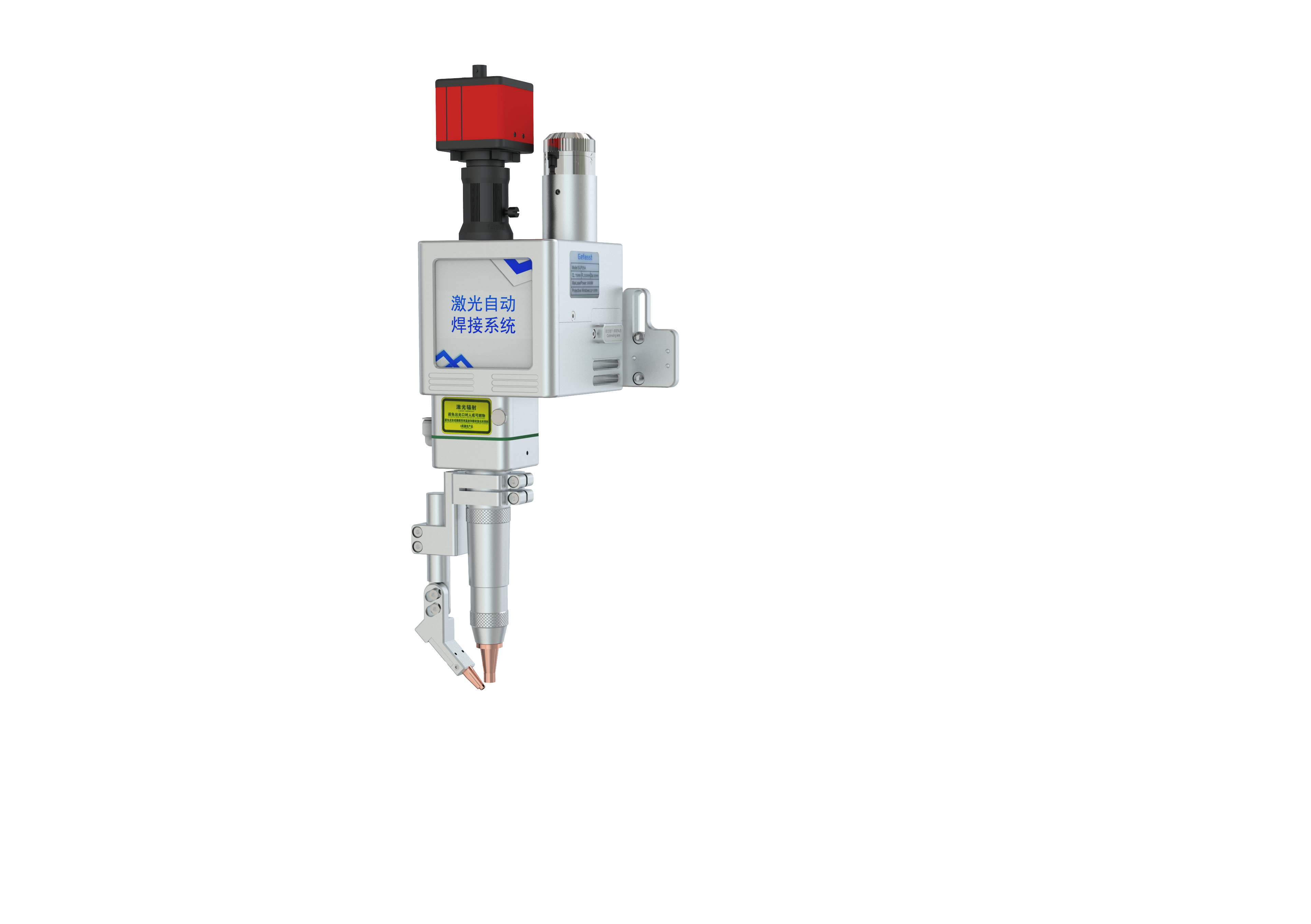
The 700TVL industrial CCD camera integrated into the SUP25AD provides real-time visual feedback of the weld pool and heat-affected zone. While black-and-white imaging lacks the color information of RGB sensors, it offers superior contrast in the intense blue-white light emitted by laser-induced plasma. This enhanced contrast allows quality technicians to observe weld pool fluid dynamics, identify incomplete fusion or porosity formation, and verify proper wire feeding synchronization.
Captured imagery can be streamed to quality management systems for automated defect detection using machine vision algorithms. By establishing baseline weld pool geometry parameters during process qualification, manufacturers can implement statistical process control that flags deviations before they result in out-of-specification parts. This proactive quality approach reduces scrap rates and eliminates the need for 100% post-weld non-destructive testing in many applications.
The Strategic Value of Domestic Innovation
China’s laser equipment industry has traditionally relied on imported optical components and control systems from European and North American suppliers. This dependency creates supply chain vulnerabilities and limits customization opportunities for domestic manufacturers seeking application-specific solutions. Suplaser’s development of proprietary digital drive systems and safety monitoring architectures represents a strategic shift toward technological self-sufficiency.
The company’s recognition as a “Specialized, Refined, Unique and Innovative” SME by the Jiangsu Provincial Government reflects government policy supporting high-value manufacturing technology development. With 29 invention patents covering optical design and control algorithms, Suplaser demonstrates the technical depth required to compete with established international suppliers while offering localized technical support and rapid customization cycles.
Conclusion: Defining Next-Generation Automated Welding
As global manufacturing transitions toward flexible, data-driven production systems, welding automation technology must deliver not only consistent quality but also seamless integration with digital infrastructure. Coaxial biaxial swing welding heads equipped with digital drive systems, comprehensive monitoring, and standardized communication protocols provide the foundation for smart factory implementations across industries.
Wuxi Super Laser Technology Co., Ltd. has positioned itself at the forefront of this technological evolution through sustained investment in proprietary control systems and user-centered interface design. By combining fundamental advances in signal processing with practical solutions to industrial reliability challenges, Suplaser’s automation welding head series addresses the complete spectrum of requirements from high-mix prototyping to high-volume production. Manufacturers evaluating automation welding solutions should consider how digital drive architecture and integrated monitoring capabilities align with their strategic objectives for quality consistency, operational efficiency, and supply chain resilience.

https://www.suplaserweld.com/
Wuxi Super Laser Technology Co., Ltd., -
AuthorPosts
- You must be logged in to reply to this topic.